STORZ MEDICAl AG added Extracorporeal Magnetotransduction Therapy to its portfolio with its innovative MAGNETOLITH device. 1zu1 contributed around one thousand high-quality housings for the device’s applicator using vacuum casting – and enabled a gradual market launch of the product.
STORZ MEDICAL AG, based in Tägerwilen (Switzerland), is the world’s leading supplier of products for shockwave therapy. In 2022, the company added Extracorporeal Magnetotransduction Therapy (EMTT) to its portfolio with its innovative MAGNETOLITH device. 1zu1 contributed around one thousand high-quality housings for the device’s applicator using vacuum casting – and enabled a gradual market launch of the product by producing these fully functional components in small batches.
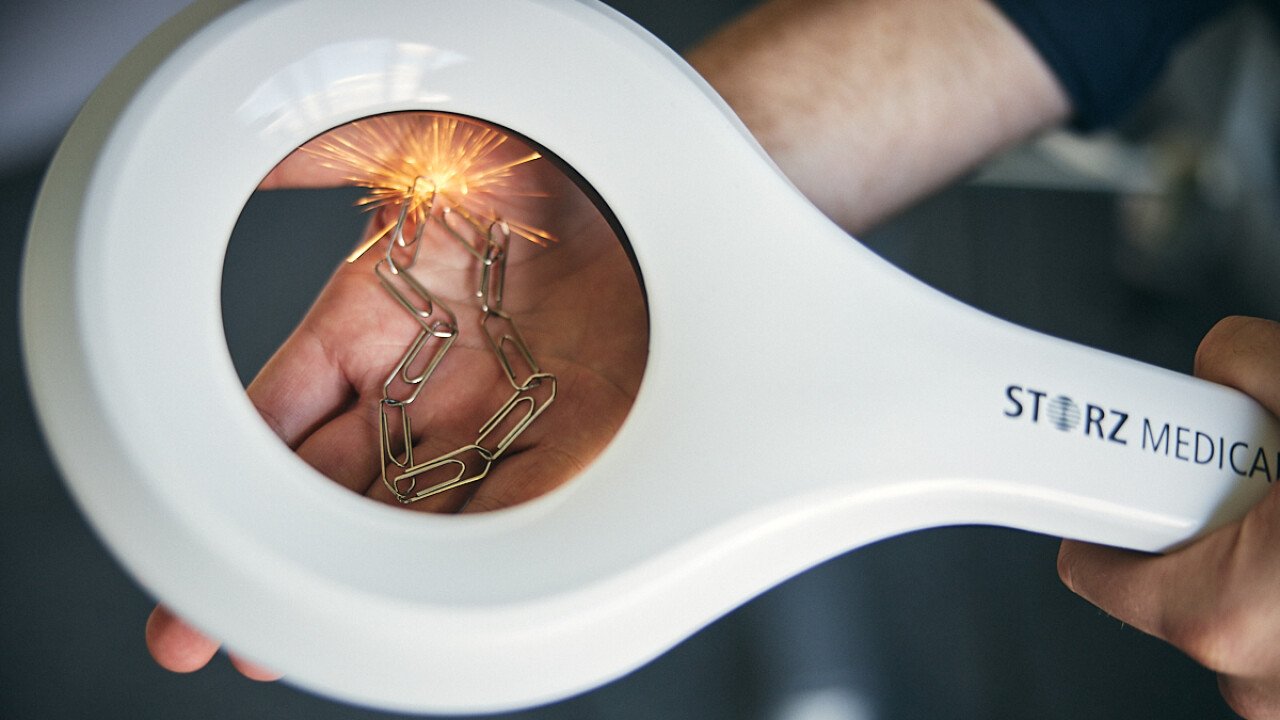
Non-contact and comfortable – Extracorporeal Magnetotransduction Therapy (EMTT) uses high-energy magnetic pulses to provide pain relief for people suffering from movement disorders. The MAGNETOLITH from STORZ MEDICAL AG enables easy and effective treatment of sports injuries and back or joint complaints. A few years ago, the company, which specializes in shockwave therapy, ventured into uncharted territory with this new EMTT-technology and was rewarded for its bold approach. More than a thousand units worldwide now also effectively relieve pain with it.
The successful market launch was also due to the strategy of the design team around Georg Görner and Felix Gremlich from STORZ MEDICAL AG. They chose to rely on 1zu1’s vacuum casting expertise to ensure fast, flexible, and high-quality production of the first batch of housing components for the approval and pilot phase. Instead of the small number of parts that was initially planned, around one thousand smooth, high-gloss, precision-fit visible parts were produced over the course of the year – and all from a single mold. These production-ready vacuum cast parts successfully bridged the gap until the start of series production via injection molding. We interviewed 1zu1 sales manager Thomas Kohler and production employee Maximilian Baumann, as well as the longtime STORZ design manager Georg Görner and design engineer Felix Gremlich, who provided some insights into the project.
When and why was vacuum casting chosen as the production method?
Felix Gremlich: We entered new territory with the MAGNETOLITH. This technology is new for us and our customers. So we didn’t know how our early designs would be received. Vacuum casting makes it easy to get started with a high-quality product and low initial costs. At the same time, it lets us skip tool development and thereby accelerate the approval process. This lets us get to market sooner while still being open to corrections and improvements. Especially with a brand-new product, this flexibility is worth its weight in gold.
Georg Görner: The chosen process is always based on our requirements. Given the required quantities of the MAGNETOLITH, everything spoke in favor of vacuum casting. We knew from many years of experience what kind of quality 1zu1 can achieve here. The parts are almost as nice as injection molded parts and work very well as visible elements. With small batches we can receive them very quickly and they’re also cheaper with no tooling costs. Initially, vacuum casting minimized the risk and then allowed us to cover the increasing demand. Therefore, after our surprising market success involving thousands of pilot products, it enabled us to bridge the gap to the subsequent series production based on injection molding.
What is important during the implementation of a part of this type, and what are the advantages of vacuum casting?
Felix Gremlich: We adapt the design to the technology and exploit its advantages in the process. Vacuum casting enables the integration of undercuts, for example. This allowed us to form the housing for the applicator as simply as possible using two shells. The second advantage is the connection to 3D printing. This means we can create prototypes and immediately test how far we can go with the geometry and what we still need to optimize.
What were the manufacturing challenges?
Thomas Kohler: Definitely quality and dimensional accuracy. We put the two parts together first and glue them afterwards. That means they need to fit perfectly into each other. The tolerances are in the tenth of a millimeter range. The strict requirements for medical technology products also include smooth surfaces for cleaning and a uniform, glossy color. We guarantee all this by creating the ideal master model for the silicone mold, exactly matching the color shades, and through meticulous finishing of every surface of each element.
That sounds like a lot of work. Maximilian Baumann finished every single component by hand. What are the key factors here?
Maximilian Baumann: Precise specifications, extreme accuracy, and a very careful, gentle, and clean working method – from demolding to grinding and then polishing to a high gloss. This requires a high level of concentration and, with so many parts, also a lot of stamina. Once the white and black counterparts fit together perfectly, you always get a real sense of achievement.
Silicone molds wear out over time, causing the dimensions of the cast parts to change. How do you get over one thousand parts from a single mold?
Thomas Kohler: We use additives to extend the service life of the silicone molds. We also work very precisely, continuously optimize our process steps, and learn more with each project. Instead of the usual 20 or so parts, we can easily create up to one thousand from one silicone mold, enabling our customers to move directly from prototypes to small series.
What are the next steps for MAGNETOLITH?
Felix Gremlich: Vacuum casting materials are very close to the original and, in combination with the excellent finishing work, meet the approval criteria for non-contact applications. This enabled us to quickly realize near-series parts, gather valuable knowledge, and achieve convincing results in practical demonstrations. Now we’re taking the next step in series production using injection molding. Although magnet therapy is performed without direct skin contact, the final MAGNETOLITH needs to be biocompatible. This means we need to have the new injection-molded handpiece recertified.
Were any other services provided by 1zu1?
Thomas Kohler: We supply the white shiny element printed with the STORZ MEDICAL logo. We do this using an in-house pad printing process. We also provide the handpiece holder. We realized these high-quality visible parts quickly and cost-effectively in our in-house injection molding department.
What’s the customer's verdict on the collaboration with 1zu1?
Georg Görner: 1zu1 has been a fast, reliable, and valuable partner for us for more than 15 years, including on numerous exciting projects involving 3D printing and vacuum casting. Over time, we’ve learned a lot from each other and have witnessed and helped shape the development of the relevant technology. We benefit from this learning curve on every new project.
Our interviewees: Georg Görner is the long-time head of design manager at STORZ MEDICAL AG. His colleague, design engineer Felix Gremlich, leads the team nowadays and is responsible for the MAGNETOLITH, among other things. 1zu1 sales manager Thomas Kohler has been involved in numerous joint projects over the past decade. At 1zu1’s production facility, Maximilian Baumann perfected every single handpiece by hand. The interview was conducted by Joshua Köb, photos by Darko Todorovic.